.png)

-
Đơn cấp, chuyển đổi chứng chỉ hành nghề cá nhân hạng 2,3 theo nghị định 175/2024/NĐ-CP
-

Những điều cần biết về chứng chỉ năng lực hoạt động xây dựng Công ty
-
BỘ CÂU HỎI THI SÁT HẠCH CHỨNG CHỈ HÀNH NGHỀ THEO QĐ 702/QĐ-BXD
-

ĐIỀU KIỆN HÀNH NGHỀ ĐỐI VỚI CHỈ HUY TRƯỞNG CÔNG TRƯỜNG
-

Dịch vụ chứng chỉ năng lực hoạt động xây dựng cho Công ty


-
 Cầu bản mố nhẹ
Cầu bản mố nhẹ -
 Bao gồm cả chỉ dẫn kỹ thuật + BOQ mẫu
Bao gồm cả chỉ dẫn kỹ thuật + BOQ mẫu -
 Autocad file
Autocad file -

-
-
 Áp dụng cho Hà Nội
Áp dụng cho Hà Nội -
 Hữu ích tham khảo thiết kế
Hữu ích tham khảo thiết kế -

-

-

-
 Cải tạo sân tenis
Cải tạo sân tenis -
 Kiến trúc, cấp thoát nước, PCCC
Kiến trúc, cấp thoát nước, PCCC -
 Full: Kiến trúc, kết cấu, điện, nước, thuyết minh, chỉ dẫn kỹ thuật
Full: Kiến trúc, kết cấu, điện, nước, thuyết minh, chỉ dẫn kỹ thuật -
 RẤT NHIỀU CÁC BÀI VIẾT CỦA THẠC SỸ, TIẾN SĨ RẤT HAY NÓI VỀ VẤN ĐỀ THÍ NGHIỆM VÀ KIỂM ĐỊNH TRONG XÂY DỰNG...VÀ CÁC BIỆN PHÁP ĐẢM BẢO AN TOÀN LAO ĐỘNG, CHẤT LƯỢNG CÁC CÔNG TRÌNH NGẦM. HỮU ÍCH CHO ANH EM LÀM THI CÔNG, KIỂM ĐỊNH CÔNG TRÌNH
RẤT NHIỀU CÁC BÀI VIẾT CỦA THẠC SỸ, TIẾN SĨ RẤT HAY NÓI VỀ VẤN ĐỀ THÍ NGHIỆM VÀ KIỂM ĐỊNH TRONG XÂY DỰNG...VÀ CÁC BIỆN PHÁP ĐẢM BẢO AN TOÀN LAO ĐỘNG, CHẤT LƯỢNG CÁC CÔNG TRÌNH NGẦM. HỮU ÍCH CHO ANH EM LÀM THI CÔNG, KIỂM ĐỊNH CÔNG TRÌNH -
 BỂ PHỐT: 2.45*2.45*1.3
BỂ PHỐT: 2.45*2.45*1.3
-
 QUYẾT ĐỊNH Công bố suất vốn đầu tư xây dựng và giá xây dựng tổng hợp bộ phận kết cấu công trình năm 2025
QUYẾT ĐỊNH Công bố suất vốn đầu tư xây dựng và giá xây dựng tổng hợp bộ phận kết cấu công trình năm 2025 -
 Có tác động lớn đối với Ban QLDA khu vực cấp tỉnh, giúp: • Mở rộng phạm vi áp dụng đấu thầu; • Tăng tính linh hoạt trong chỉ định thầu; • Nâng cao trách nhiệm qua minh bạch hệ thống e-GP; • Giải quyết dứt điểm vướng mắc chuyển tiếp luật cũ - mới; • Yêu cầu cao hơn về năng lực CNTT, quản trị hợp đồng và giám sát quá trình.
Có tác động lớn đối với Ban QLDA khu vực cấp tỉnh, giúp: • Mở rộng phạm vi áp dụng đấu thầu; • Tăng tính linh hoạt trong chỉ định thầu; • Nâng cao trách nhiệm qua minh bạch hệ thống e-GP; • Giải quyết dứt điểm vướng mắc chuyển tiếp luật cũ - mới; • Yêu cầu cao hơn về năng lực CNTT, quản trị hợp đồng và giám sát quá trình. -
 Sử dụng cừ Larsen IV
Sử dụng cừ Larsen IV -

-
 Biện pháp thi công cọc đóng cọc thử 40x40 mố trụ cầu bằng sàn đạo
Biện pháp thi công cọc đóng cọc thử 40x40 mố trụ cầu bằng sàn đạo
-

-
 Song ngữ Việt - Anh
Song ngữ Việt - Anh -
 DỰ ÁN CẦN CÓ QUY TRÌNH ĐỂ ĐẠT ĐƯỢC TIẾN ĐỘ ĐẶT RA TỐT NHẤT
DỰ ÁN CẦN CÓ QUY TRÌNH ĐỂ ĐẠT ĐƯỢC TIẾN ĐỘ ĐẶT RA TỐT NHẤT -
 Thông tư số 04/2019/TT-BXD ngày 16/08/2019 sửa đổi, bổ sung một số nội dung của Thông tư số 26/2016/TT-BXD ngày 26/10/2016 của Bộ trưởng Bộ Xây dựng quy định chi tiết một số nội dung về quản lý chất lượng và bảo trì công trình xây dựng
Thông tư số 04/2019/TT-BXD ngày 16/08/2019 sửa đổi, bổ sung một số nội dung của Thông tư số 26/2016/TT-BXD ngày 26/10/2016 của Bộ trưởng Bộ Xây dựng quy định chi tiết một số nội dung về quản lý chất lượng và bảo trì công trình xây dựng -
 THÔNG TƯ 04/2019 NGÀY 16/8/2018 SỬA ĐỔI BỔ SUNG THÔNG TƯ 26/2016 QUY ĐỊNH MỘT SỐ NỘI DUNG VỀ QLCL VÀ BẢO TRÌ CÔNG TRÌNH XÂY DỰNG HIỆU LỰC NGÀY 1-10-2019
THÔNG TƯ 04/2019 NGÀY 16/8/2018 SỬA ĐỔI BỔ SUNG THÔNG TƯ 26/2016 QUY ĐỊNH MỘT SỐ NỘI DUNG VỀ QLCL VÀ BẢO TRÌ CÔNG TRÌNH XÂY DỰNG HIỆU LỰC NGÀY 1-10-2019
-
-
 CHẤT LƯỢNG LÀ VẤN ĐỀ ĐƯƠNG NHIÊN SAU TIẾN ĐỘ
CHẤT LƯỢNG LÀ VẤN ĐỀ ĐƯƠNG NHIÊN SAU TIẾN ĐỘ -
 DỰ ÁN NÀO CŨNG CẦN 1 QUY TRÌNH, HƯỚNG DẪN CỤ THỂ...RẤT HỮU ÍCH CHO CÁC BẠN LÀ CHỦ ĐẦU TƯ, TƯ VẤN GIÁM SÁT, NHÀ THẦU...ĐỂ HIỂU RÕ VAI TRÒ CỦA MÌNH TRONG DỰ ÁN CÁC BẠN NHÉ?
DỰ ÁN NÀO CŨNG CẦN 1 QUY TRÌNH, HƯỚNG DẪN CỤ THỂ...RẤT HỮU ÍCH CHO CÁC BẠN LÀ CHỦ ĐẦU TƯ, TƯ VẤN GIÁM SÁT, NHÀ THẦU...ĐỂ HIỂU RÕ VAI TRÒ CỦA MÌNH TRONG DỰ ÁN CÁC BẠN NHÉ? -
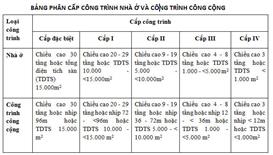 PHÂN CẤP CÔNG TRÌNH
PHÂN CẤP CÔNG TRÌNH -

